- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

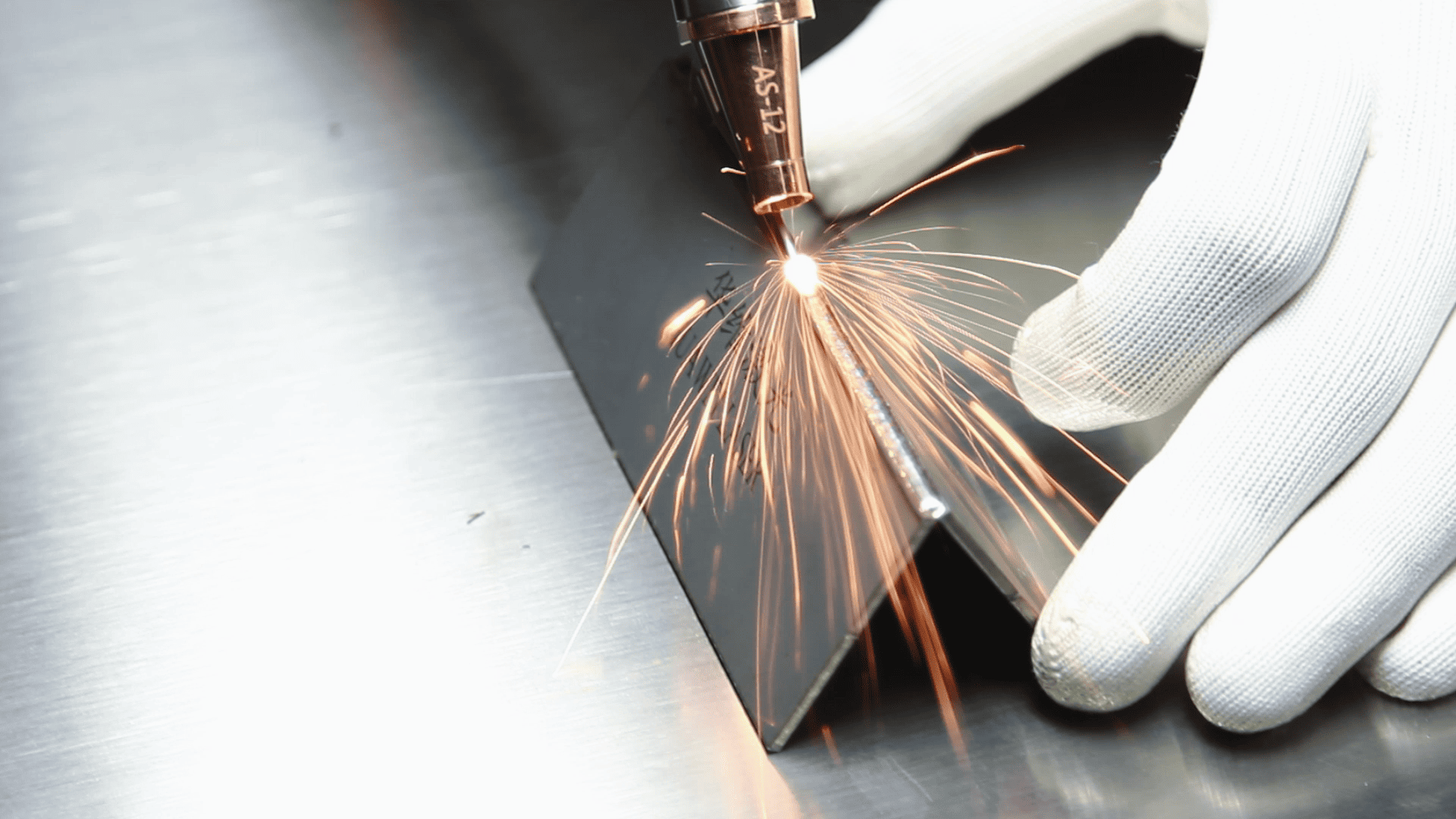
Анализа на вообичаени заблуди во ласерското заварување
Во индустриското производство, ласерското заварување е критичен процес чиј квалитет директно влијае на безбедноста и сигурноста на производот. Сепак, операторите честопати спаѓаат во вообичаени стапици што го компромитираат интегритетот на заварувањето, воведуваат безбедносни опасности и го нарушуваат производството. Подолу, дисецираме десет распространети заблуди за ласерско заварување за да им помогнеме на професионалците да ги ублажат ризиците и да го зајакнат квалитетот на процесот.
Заблуда 1: Повисока/пониска струја е секогаш подобра?
Анализа на издание: Тековната контрола е клучна. Прекумерната струја ја преоптоварува зоната на заварувањето, горе низ основниот материјал и создава 凹陷 (вдлабнатини), слабеење на структурната јачина. Недоволната струја не успева соодветно да го стопи материјалот за полнење, што резултира во 假焊 (ладни зглобови) и скриени безбедносни ризици.
Најдобри практики: Оптимизирајте ја струјата заснована врз дебелината на материјалот и типот на електрода/жица. За челични плочи од 3мм со φ2.5 електроди, користете 90-110a како упатство, но секогаш се однесуваат на упатството на заварувачот за параметрите специфични за брендот.
Заблуда 2: Занемарување на чистењето пред заварувањето
Анализа на издание: Маслото, 'рѓата или оксидните слоеви делуваат како бариери. Овие загадувачи испаруваат за време на заварувањето, формирајќи 气孔 (пори) или инклузии на згура што ослабуваат 焊缝 (заварувања).
Најдобри практики: Темелно мелете ги површините до металик 光泽 (сјај) со помош на меленици за агол или четки за жица. Degrase со ацетон за површини без нафта.
Заблуда 3: Случајни агли на електрода
Студија на случај: Во рамно заварување, агли> 80 ° го дестабилизираат стопениот базен, предизвикувајќи нерамномерна формирање на мушка.
Правилна техника:
Рамно заварување: Електроди на навалување 70 ° -80 ° назад за стабилни лаци и униформа дистрибуција на топлина; Користете стабилно линеарно движење.
Вертикално заварување: Одржувајте 60 ° -70 ° нагорни агли со осцилација на цик -цак и кратки паузи на рабовите за да се спречи 咬边 (потколеница).
Заблуда 4: Прескокнување на инспекциите за опрема
Ризици: протекување на гас во заштитено заварување овозможуваат инфилтрација на кислород/азот, оксидирајќи 焊缝. Лабавите копнени кабли ја зголемуваат отпорноста, предизвикувајќи неправилни лаци или пожари.
Протокол: Дневни проверки за правилно заземјување, изолација на кабел и притисок на цилиндерот на гас (за заварување со засадување со гас).
Заблуда 5: Подстандардна заштитна опрема
Опасности: лак зрачење предизвикува фотокератитис; искри јарат кожата; Исцените доведуваат до пневмокониоза.
Задолжително PPE:
Шлемови за автоматско-затемнување (DIN11+).
Костуми отпорни на пламен + кожни нараквици.
Системи за вентилација или овластени респиратори.
Заблуда 6: Несоодветни материјали за база и полнење
Критична грешка: Користењето на електроди од јаглерод челик на не'рѓосувачки челик ја забрзува корозијата на.
Упатства:
Совпаѓаат со хемиски композиции (на пр., Q235 челик со електроди E4303).
Обезбедете механичка еквивалентност за челици со голема јачина.
Заблуда 7: Неконтролирани температури на меѓуслојните
Дефекти: Прекумерна топлина во повеќеслојни заварувачки зрна зрна и предизвикува деформација.
Контролни методи:
Следете ги температурите на меѓуслојните (150–250 ° C) со инфрацрвени термометри.
Користете заварување за прескокнување за да дистрибуирате топлина рамномерно.
Заблуда 8: Игнорирање на третман по заварувањето
Скриени ризици: згура 残留 (остаток) промовира корозија; Преостанатиот стрес предизвикува пукнатини.
Процедура:
Отстранете ја згура со чекани за чипки; Полски со четки за жица.
Применуваат annealing-олеснување на стресот за критични компоненти.
Заблуда 9: Преголема доверба во единечни техники
Ограничувања: Само вештините за заварување не успеваат во надземни или заварување на цевки, што доведува до 焊瘤 (преклопување) или нецелосна фузија.
Обука: господар вертикално, хоризонтално и надземно заварување; Вежбајте заварување на лакот за кршење на лакот (камшикување) и ткаење на полумесечина.
Заблуда 10: Непочитувајќи ги факторите на животната средина
Забранети сценарија: Дождот предизвикува пукнатини во водород; Ограничени простори ги ставаат токсичните гасови.
Барања:
Одржувајте ја влажноста <85%; Користете ветерници за налети> 2м/с.
Чувајте вода подалеку од легури на алуминиум/магнезиум.
Huawei Laser ве потсетува: Прецизно заварување, прво извонредност! Да се зајакнат индустриите во надминување на предизвиците за заварување, препорачува Huawei Laser Интелигентна серија за ласерски заварувачи од 1500W -3000W, инженерски за не'рѓосувачки челик, јаглероден челик и алуминиумски легури. Одликувајќи се со мониторинг на пенетрација во реално време и прилагодување на адаптивното параметар, овој преносен систем ги поедноставува сложените процеси, ги елиминира традиционалните грешки и ја зголемува продуктивноста.
Контактирајте го Huawei Laser:
Е -пошта: huaweilaser2017@163.com | Официјална веб-страница: www.huawei-laser.com
Белешка: Овој превод ги задржува клучните технички термини на кинески (со англиски објаснувања) за да се обезбеди јасност за глобалните професионалци. Секогаш придржувајте се до упатствата на производителот на опрема за специфични операции.