- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Ласерско сечење јаглероден челик: Обраќање на вообичаени предизвици и решенија
2025-02-20
1.
Причини:
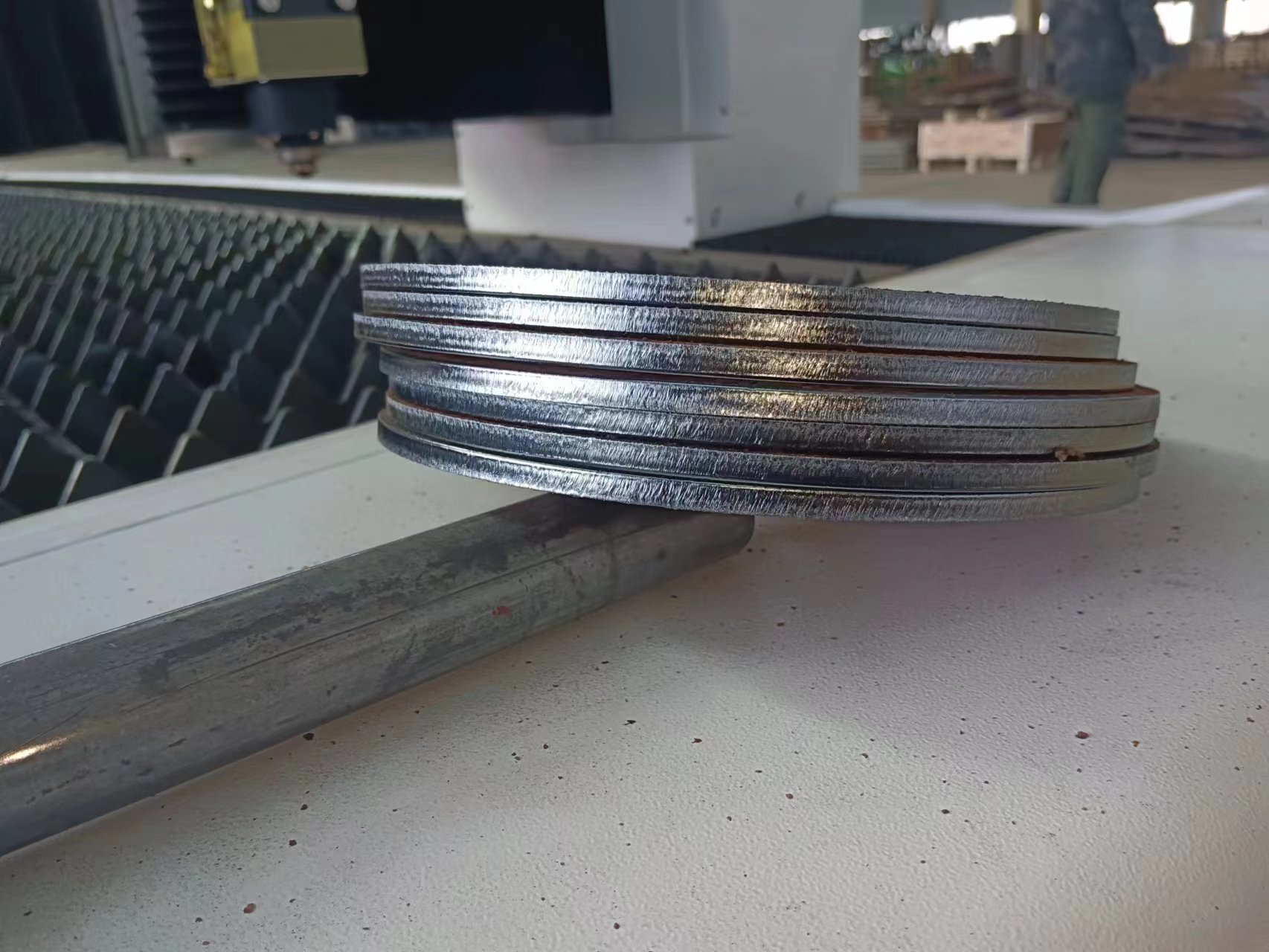
Прекумерен притисок на гас: Висок притисок на гас може да влијае на квалитетот на сечење, што доведува до груба површина, па дури и формирање на дроб.
Бавна брзина на сечење: Бавната брзина на сечење предизвикува ласерскиот зрак да остане во контакт со металната површина премногу долго, што резултира во прекумерна концентрација на топлина во областа на сечење и формирање на дроб на дното.
Фокусот е премногу висок: Неправилно поставена висока точка на фокус предизвикува нерамна дистрибуција на ласерска енергија, што резултира во груба површина и акумулација на дроб на дното.
Решение:
Намалете го притисокот на гас: Прилагодете го притисокот на гасот за да спречите прекумерен притисок што може да доведе до груби површини.
Зголемете ја брзината на сечење: Зголемете ја брзината на сечење за да обезбедите брзо ласерскиот зрак да поминува низ материјалот брзо, спречувајќи прегревање.
Спуштете ја точката на фокусот: Намалете ја точката на фокусот за да се обезбеди ласерската енергија е концентрирана на оптималната локација за сечење, минимизирајќи ги зоните погодени од топлина и подобрувањето на квалитетот на сечење.

2. Изгорени рабови и пожолтување
Причини:
Фокусот е премногу висок: Кога точката на фокусот е превисока, ласерската енергија е концентрирана на површината, што доведува до прегревање и предизвикување на изгорени рабови и пожолтување.
Преголем притисок на гас: Висок притисок на гас може да предизвика ласерскиот зрак да го погоди материјалот под погрешен агол, што резултира во прегревање или оксидација, што доведува до пожолтување.
Прекумерна ласерска моќност: Високата ласерска моќност може претерано да ја загрее површината на материјалот, предизвикувајќи горење или обезбојување.
Решение:
Спуштете ја точката на фокусот: прилагодете го фокусот за да се осигурате дека ласерската енергија е фокусирана прецизно на точката на сечење, спречувајќи прегревање.
Намалување на притисокот на гасот: Намалувањето на притисокот на гасот може да помогне да се избегне прекумерниот проток на воздух што го нарушува процесот на сечење и ја намалува оксидацијата.
Намалете го дијаметарот на млазницата: Со намалување на дијаметарот на млазницата, концентриран е протокот на гас, што помага да се спречи дисперзија на топлина и ја намалува појавата на изгорени рабови.
Намалете ја ласерската моќност: Спуштете ја ласерската моќност за да избегнете прекумерно загревање на површината на материјалот, намалувајќи го ризикот од изгорени рабови или пожолтување.
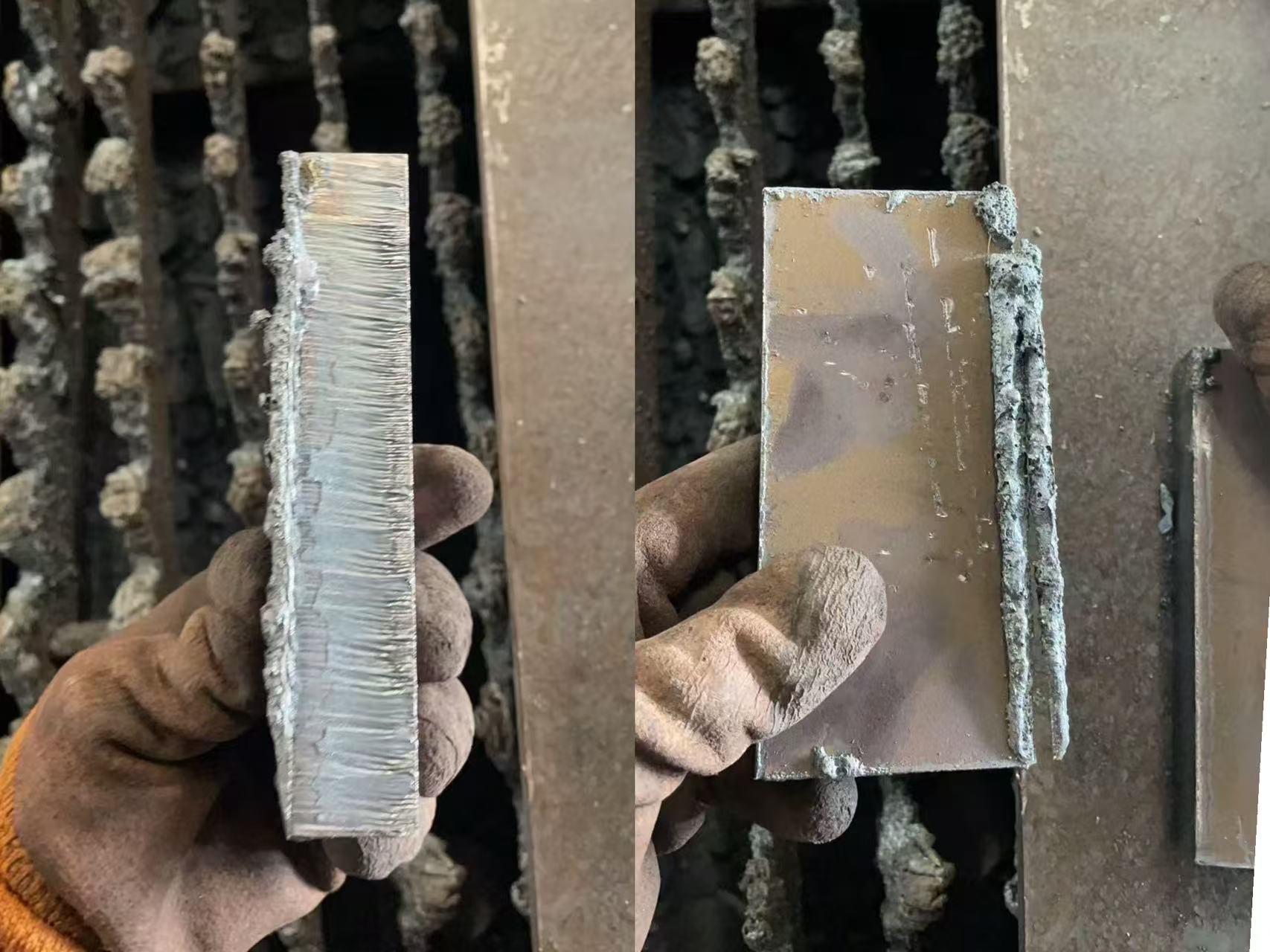
3. Добар квалитет на сечење на врвот, испуштете се на дното
Причини:
Фокусирајте се премногу високо: Високата точка на фокус доведува до недоволна пенетрација на ласерскиот зрак, што резултира во нечисто сечење на дното и формирање на Дрос.
Низок притисок на гас: Недоволниот притисок на гас не успева ефикасно да ја отстрани стопената згура, предизвикувајќи Дрос на дното.
Брзина на сечење премногу брзо: Брзата брзина на сечење резултира во трошење на ласерскиот зрак премногу малку време на материјалот, спречувајќи доволно примена на топлина, предизвикувајќи нецелосно топење на дното и формирање на Дрос.
Решение:
Намалете ја брзината на сечење: Спуштете ја брзината на сечење за да дозволите ласерскиот зрак да остане на материјалот подолг период, обезбедувајќи доволно отстранување на згура.
Спуштете ја точката на фокус: прилагодете го фокусот за да се обезбеди ласерскиот зрак да продира поефикасно во материјалот и го подобрува квалитетот на сечење на дното.
Зголемете го притисокот на гасот: Зголемете го притисокот на гасот за да помогне да се избрка стопената згура, спречувајќи ја неговата акумулација на дното.
Заедничките проблеми со кои се соочуваат за време на ласерското сечење на јаглероден челик обично може да се решат со прилагодување на параметрите за сечење, како што се притисок на гас, точка на фокус и брзина на сечење, како и оптимизирање на конфигурацијата на опремата. Со фино подесување на овие параметри, квалитетот на сечење може да се подобри, минимизираните дефекти на површината и се подобри целокупната ефикасност на производството. Компаниите вклучени во ласерско сечење треба да изберат соодветни поставки засновани на карактеристиките на материјалите и специфичните барања за процеси за да постигнат оптимални резултати од сечење.
За повеќе информации за технологијата за сечење ласер или за решавање на специфични проблеми, контактирајте го нашиот тим за техничка поддршка. Ние сме посветени да ви обезбедиме најдобра помош.
Информации за контакт:
Huawei Laser
Е -пошта: huaweilaser2017@163.com
Веб-страница: www.huawei-laser.com